Bayat3D | فروشگاه آنلاین لوازم طلاسازی|جواهرسازی
Bayat3D | فروشگاه آنلاین لوازم طلاسازی|جواهرسازی
پرینت سهبعدی با رزینهای ریختگری ویسکوز بالا | راهنمای کامل
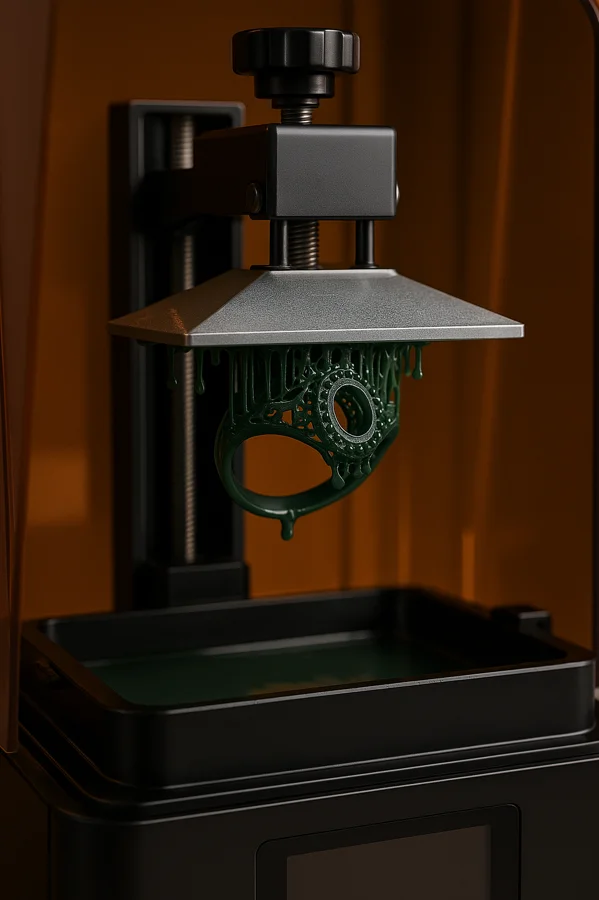
رزینهای ریختگری (Castable Resin) مخصوصاً در حوزههایی مثل جواهرسازی و دندانسازی کاربرد زیادی دارند. یکی از انواع رایج این رزینها، رزینهای ویسکوز بالا (High Viscosity) است که به دلیل غلظت زیاد، کیفیت سطحی بالایی ایجاد میکند، اما پرینت با آنها چالشهای خاص خودش را دارد. در این مقاله، با مشکلات رایج، روشهای آمادهسازی و تنظیمات بهینه برای پرینت موفق با این رزینها آشنا میشوید.
چرا رزینهای ویسکوز بالا چالشبرانگیزند؟
رزینهای غلیظ در پرینت سهبعدی مشکلات زیر را ایجاد میکنند:
-
جریان کند و سخت در هنگام حرکت بین لایهها
-
احتمال حبابزدایی ناکامل و گیر کردن رزین در بخشهای ریز مدل
-
چسبندگی زیاد به فیلم FEP و خطر شکستگی لایه
-
نیاز به زمان نوردهی طولانیتر
به همین دلیل، برای چاپ موفق باید تنظیمات مخصوصی در نرمافزار و سختافزار رعایت شود.
آمادهسازی رزین قبل از چاپ
-
مخلوط کردن کامل: قبل از پرینت رزین را خوب تکان دهید تا رنگدانهها و مواد افزودنی یکدست شوند.
-
فیلتر کردن: رزین استفادهشده در مخزن را حتماً فیلتر کنید تا ذرات خشک یا نیمپخته مانع پرینت نشوند.
-
شرایط نگهداری: رزین را دور از نور مستقیم و در دمای ثابت نگه دارید تا خواصش تغییر نکند.
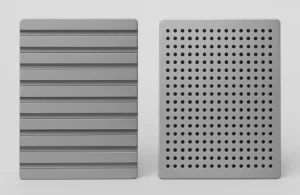
انتخاب سطح صفحه ساخت (Build Plate)
-
استفاده از صفحات شیاردار یا سوراخدار به چسبندگی بهتر مدل کمک میکند.
-
از صفحات بیش از حد صیقلی پرهیز کنید، چون احتمال جدا شدن مدل بیشتر میشود.
-
همیشه مطمئن شوید صفحه ساخت تمیز و تراز است.

تنظیمات کلیدی در نرمافزار پرینت
-
زمان نوردهی لایههای ابتدایی: کمی بیشتر از حالت معمول (برای افزایش چسبندگی به صفحه ساخت).
-
زمان نوردهی لایههای عادی: بهدلیل غلظت بالا، باید طولانیتر باشد تا رزین کامل پخت شود.
-
تعداد لایههای پایه (Bottom Layers): معمولاً بین ۶ تا ۱۰ لایه پیشنهاد میشود.
-
سرعت بالا آمدن صفحه ساخت: آهستهتر تنظیم شود تا از شکستگی لایه جلوگیری شود.
-
ضخامت لایهها (Z-Height): لایههای نازکتر برای جزئیات بهتر هستند، اما زمان چاپ طولانیتر میشود.
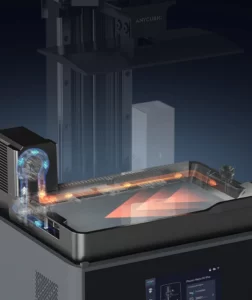
کنترل دمای رزین
دمای رزین نقش مهمی در کیفیت پرینت دارد:
-
دمای ایدهآل: ۳۰ تا ۳۵ درجه سانتیگراد
-
میتوانید از گرمکن مخصوص مخزن یا محیط گرم استفاده کنید.
-
از دمای بالای ۴۰ درجه پرهیز کنید، چون باعث تغییر خواص رزین میشود.
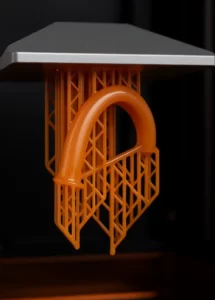
ساپورتگذاری صحیح
-
برای رزینهای غلیظ از ساپورتهای ضخیمتر و مقاومتر استفاده کنید.
-
مدل را با زاویه مناسب قرار دهید تا فشار کمتری روی لایهها بیاید.
-
نقاط تماس ساپورت را هوشمندانه انتخاب کنید تا هم پایداری مدل حفظ شود و هم پرداخت نهایی سادهتر باشد.
سوراخ تخلیه رزین و تهویه مدل
مدلهای توخالی همیشه نیاز به سوراخ تخلیه دارند:
-
سوراخهای کوچک در پایین مدل باعث خروج رزین اضافه میشود.
-
تهویه هوا در مدل مانع ایجاد فشار داخلی میشود.
-
در قطعات بزرگ میتوان از ساختارهای شبکهای داخلی برای کاهش مصرف رزین استفاده کرد.
جمعبندی
پرینت سهبعدی با رزینهای ریختگری ویسکوز بالا نیازمند دقت بیشتری در تنظیمات است. اگر این نکات را رعایت کنید:
-
کیفیت سطحی مدل بهتر خواهد شد.
-
خطر شکستگی یا چسبندگی به FEP کمتر میشود.
-
نیاز به اصلاح پس از چاپ (مثل سنبادهزنی) کاهش مییابد.
این رزینها مخصوصاً برای کارهای حرفهای مثل جواهرسازی و دندانسازی گزینهای عالی هستند، به شرطی که اصول استفاده درست آنها را رعایت کنید.
برای دیدن مقاله بررسی بهترین مدلهای پرینتر سهبعدی ELEGOO و Anycubic در سال 2025 کیلیک کنید.